Vacuum Assisted Resin Transfer Molding (VARTM) is a method for creating composite parts. Also called Infusion, it uses vacuum pressure to distribute resin through the reinforcing fabric. It is considered one of the best methods for making composite products such as boats, aerospace and custom automotive parts. It allows for precise application of resin with no more resin than is absolutely necessary to wet out the fabric. The fabric is compressed so it lies flat and smooth. Done right there should be no air trapped in the layup. The results should be lighter and stronger than a hand layup.
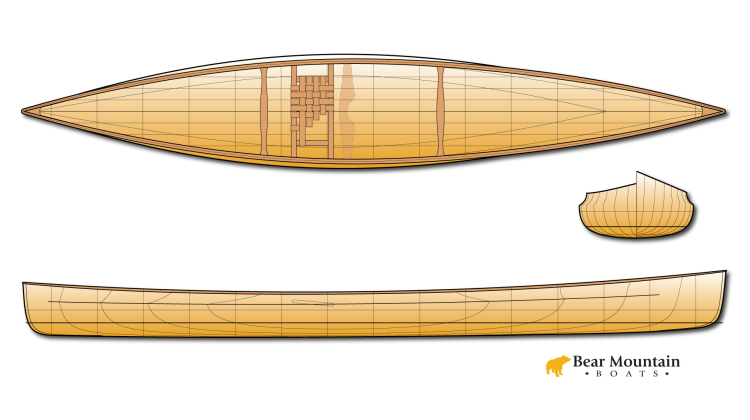
I've been thinking about experimenting with infusion for a strip planked kayak for a long time. I wanted to get the advantages of infusion, but I was timid about giving it a try because it can really make a mess quickly. But, with an order for a mahogany microBootlegger I decided it was time to up my game a bit.
I have incorporated carbon fiber in my kayaks before, but despite the great physical properties of carbon fiber it really was only a cosmetic application. The full potential of carbon fiber is impossible to acheive with a hand layup. Placing the fabric inside a vacuum bag compresses the fabric, straightening the fibers and creating a stronger layup. With atmospheric pressure pushing against the bag, the fabric is thinner and absorbs less resin creating a ligher layup.
The Infusion Process
The quick description is: Fabric is placed inside the hull, on top of the fabric is a temporary peel ply fabric that creates a smooth surface, this is followed by a release film which makes it easier to remove the temporary materials, this is followed by a flow media which accelerates the transfer of resin across the area of the fabric. All of this is then placed in an air tight plastic bag. A vacuum pump is connected to the bag and all the air is sucked out. After testing to assure the bag does not leak, another tube is inserted into a bucket of resin. By removing a clamp from the tube, atmospheric pressure presses down on the resin, forcing it up the tube and into evacuated spaces in the fabric. With a little time, resin flows into all the empty volume in the bag and the fabric is completely wet out. When the epoxy cures, the bag, flow media, release film and peel ply are stripped off and thrown away.
This process is usually done in an open female mold to make the hull or deck of a kayak. The mold typically has a wide flange to arrange the vacuum tubes, and allows the cloth to extend beyond the edge of the desired part. The bag is sealed to the outer perimeter of the flange. The mold is typically built from polyester resin with chop strand mat (CSM) that provides a rigid, form and an airtight container for the fabric and resin.
Infusing a strip planked boat is different. There is no mold to hold everything in place or provide a backing for the bag. For my particular application I want to infuse the interior cloth, the exterior is hand laid fiberglass. So I started by fiberglassing the exterior, this allowed me to remove the boat from the forms and sand the interior in preparation for the interior infusion.
I made saddles to hold the deck and hull. Padding on the forms protected the parts as well as protecting the vacuum bag from punctures. The strips on this boat are 1/8" thick mahogany. I got some 3" wide by 1/8" thick ultra high molecular weight (UHMW) polyethylene and taped this along the sheer to act as a temporary flange.
I rolled in the carbon fiber and trimmed it so it overlapped on to the UHMW. I experimented with a light mist of spray adhesive to help hold the cloth in place. This works well, but I found that less is better. If you lock the cloth in too much you can end up with bridging. A little strategic tape can go a long way.
The peel ply, release film, and flow media were laid in. The peel ply was trimmed to cover the whole UHMW strip and the release film and flow media were trimmed below the edge of the boat.
I played with several systems for the resin source lines. Initially I used an EnkaFusion material which provides a fast flow path down the length of the keel. This worked fine, but absorbed a lot of resin. I then placed a length of spiral tubing down the keel line. I initially was worried that this would leave an imprint in the layup but that it was not significantly visible imprint.
For the vacuum line, I used MTI tube. This is a spiral tube wrapped in a goretex like material. Finding this product is really what made me feel comfortable that I could infuse a strip planked kayak.
Typically infusion layups require careful planning of resin distribution system. The resin will seek the shortest path between the resin source and the vacuum pump. Once it finds a path it can race-track where the resin just goes directly between the source on the vacuum without disbursing to the rest of the layup. A resin trap is placed between the boat and the vacuum pump to catch any resin that gets drawn out of the layup before it ruins the pump.
There is usually a little trial and error in determining this distribution system, with the result of a few failed parts. Before I got to the point of the infusion, I had already put months of labor into cutting strips, stripping the boat, sanding, fiberglassing more sanding etc. I didn't want to have all that labor get ruined in a 20 minute infusion due to some miscalculation in resin flow. I had two boats to work on each with a deck and hull, so I did have some opportunity to try different techniques.
With the wrap on MTI hose air can flow through the tubing, but resin will not. So, when resin gets to the tube, it stops flowing. Not only does this prevent race-tracking it should eliminate the need for a resin trap. I used a trap anyway primarily because it provided a manifold to attach gauges and other things.
The MTI hose helped ease my mind that the vagries of the strip planked surface wouldn't cause unexpected results. I taped the MTI hose near the top edge of the UHMW flange. The system I found worked best was, the resin source tube on the UHMW flange on one side and the MTI hose on the opposite flange. I found this eliminated some issues with air trapped in the layup.
Since I was not working with a mold I needed to put the whole part inside the bag. This involved rolling out a sheet of bagging film under the boat and another on top of the part and sealing the two bags together with mastic tape. I had some 20' long pieces of cedar which I places on either side of the boat to serve as bag support and as a simple work surface for applying the sealing tape.
The vacuum tube passed through the seal tape from the MTI hose down to a resin trap. The resin feed tube went through the seal tape to a "T" fitting in the middle of the spiral tube.
Every time I first tried to draw down the vacuum I inevitablly found some leaks. These were always along the seal tape were the bagging film needed to be pressed harder into the tape. An ultrasonic leak detector was a big help. While I could usually hear when there was a leak, the detector helped home in on the exact location of the leak.
Once all the leaks were located the bag was sucked down quite quickly. The tightening up of the bag puts quite a bit of force on the strip built shell and caused it to curl in. I made a bunch of calibrated spacers to install every 10" along the length of the sheer line to maintain the appropriate width.
Infusion requires a pretty deep vacuum. The standard needle gauges measure relative pressure in inches of mercury or similar. When the gauge reads 30 inches there may still be more air to be sucked out. The best solution is to use an absolute pressure gauge. My gauge read in millibar where about 1000 is atmospheric pressure and 0 is a perfect vacuum. I wanted a reading below 10, when the bag was well sealed I got readings between 6 and 7 mbar.
At this low pressure water boils at room temperature. The wood strips contain some water which must be drawn out before a high vacuum can be maintained. I started the pump in the afternoon and let it run overnight.
A drop test will help confirm there are no leaks. Shutting off the pump and observing the absolute pressure for awhile will show how well the system holds a vacuum. When left for a several hours my absolute pressure rose to about 100 mbar.
There are special resin for infusion. These resin are typically low viscosity to allow the resin to flow easily through the layup. The resin are typically fairly slow curing to give the resin time to get where it needs to get. I got Composites Polymer Design (CPD) 4281A/4286B from Endurance Epoxies. I also tried my standard MAS Epoxies resin with slow hardener. The infusion resin was lower viscosity and flowed faster. While it cured fairly slowly when disbursed through the layup, in the bucket it kicked off pretty quickly.
I zip-tied the resin tube to a strip to support it and hold it at the bottom of the resin source bucket. The CPD 4281A/4286B is a 100:22 mix by weight. I created a spread sheet that precalculated these ratios at different weights. With the bucket zeroed on the scale I could quickly and accurately mix up just about any volume. I mixed off several small batches instead of one big batch to keep the cure in the bucket under control.
I poured the resin from the mixing bucket to the source bucket and then released the visegrip I was using to clamp off the feed tube. The resin quickly flowed up the tube and started into the cloth. The first quart of resin was sucked up in about 5 minutes with resin reaching the whole interior of the boat in about 30 minutes.
At first, I stopped adding resin when the boat appeared to be fully wet out. However I found that bubbles would start to appear in the layup if I turned off the resin source. My theory is that there was still evacuated volume in the bag that was seeking resin to fill in. The bag has wrinkles and these each create small volumes that can be filled. Also with the whole boat in the bag, there is the complete outside of the bag that has various small volumes to be filled. The bubbles may have been air trapped in the resin that expanded as the resin was drawn further into the evacuated volume. Whatever, the true source of the bubbles, the issue was eleviated if I just let the resin continue to draw from the source bucket until the flow slowed down to almost zero.
The vacuum level stayed at about 9 mbar throughout the process. I left pump running until the resin set. The next day I peeled off the bag.
Lessons Learned
- Infusion works. Its tricky but it does work.
- Use a thick bag. I started with a 1.5 mil Strechlon 200 bag. This was very delicate and developed all kinds of leaks after the resin entered the bag. Very stressful. I switched to a 3 mil bag and the leak problems went away.
- Vacuum tube on one side, resin source tube on the other. Any air trapped in the resin wants to float up. If the source tube is above the layup it doesn't seem like bubbles enter the layup.
- Keep the resin source going until resin flow slows/stops.